Les constructions métalliques soudées peuvent être de complexité plus ou moins importante et de qualité plus ou moins élevée. En effet, à l’instar de l’EN 1090, les imperfections des soudures peuvent être admissibles en fonction de leur niveau de qualité. Toutes ces informations sont reprises dans la norme NF EN ISO 5817.
Qu’est-ce qui définit le niveau de qualité d’une soudure ?
La norme ISO 5817 permet de définir si les imperfections des soudures sont dans les tolérances admissibles ou non. Les soudures concernées sont les soudures par fusion à l’exception du soudage par faisceau. Afin de déterminer l’acceptabilité des indications des soudures, la norme va distinguer 3 niveau de qualité.
Les niveaux de qualité B, C et D (ici du plus au moins contraignant) permettent d’établir les valeurs limites maximales et minimales pour chaque indication qu’il est possible de relever après un cordon de soudure. Les niveaux de qualité peuvent être implicitement reliés aux classes d’exécution de la norme EN 1090. Le niveau de qualité d’un projet doit être défini en amont du début de fabrication du projet. Ils peuvent être différents au sein d’une même construction.
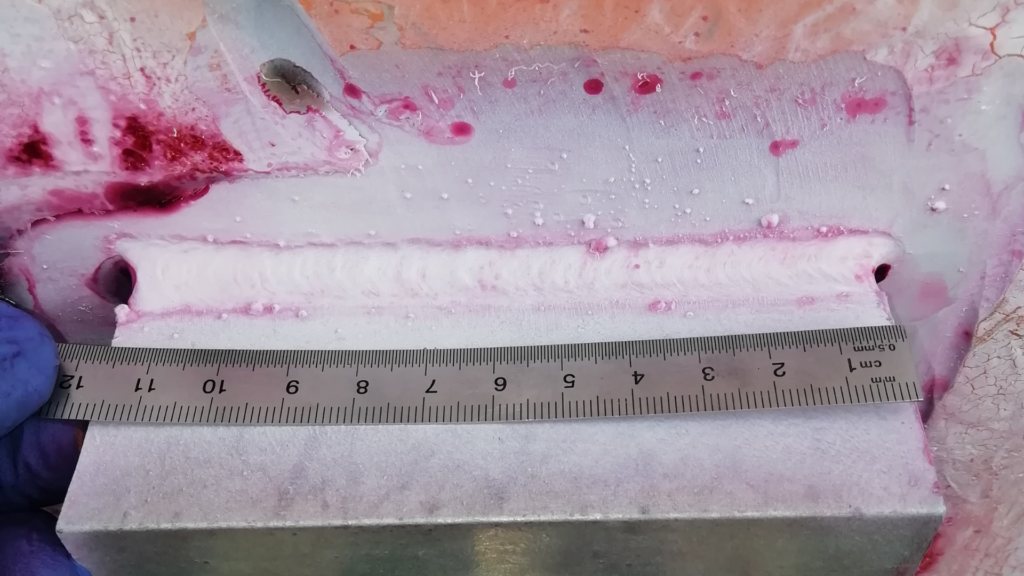
Premièrement, il faut définir le niveau de qualité et réaliser le cordon de soudure (passe ou soudure complète). Ensuite, un contrôle visuel doit être effectué que ce soit pas le soudeur en auto-contrôle et par le contrôle interne. L’objectif du contrôle visuel est de repérer toutes les indications possibles sur la soudure. En effet, celles-ci peuvent réduire la fiabilité de la structure si elles sont trop importantes. Lorsqu’une indication est relevée, il faut la mesurer à l’aide d’instruments appropriés. De l’autre côté, il faut se repérer à la bonne ligne du tableau afin d’identifier le type d’indication et calculer les valeurs limites correspondantes. Enfin une comparaison entre les 2 valeurs doit être effectuée. Si la valeur mesurée est en dehors de l’intervalle de tolérance, alors l’indication observée est un défaut et une réparation sera nécessaire.
La norme NF EN ISO 5817 permet de définir les valeurs limites des indications observables sur une soudure lors d’un contrôle visuel. Les indications sont de 3 natures : superficielles, internes ou géométriques.
Comment est représentée une soudure de qualité ?
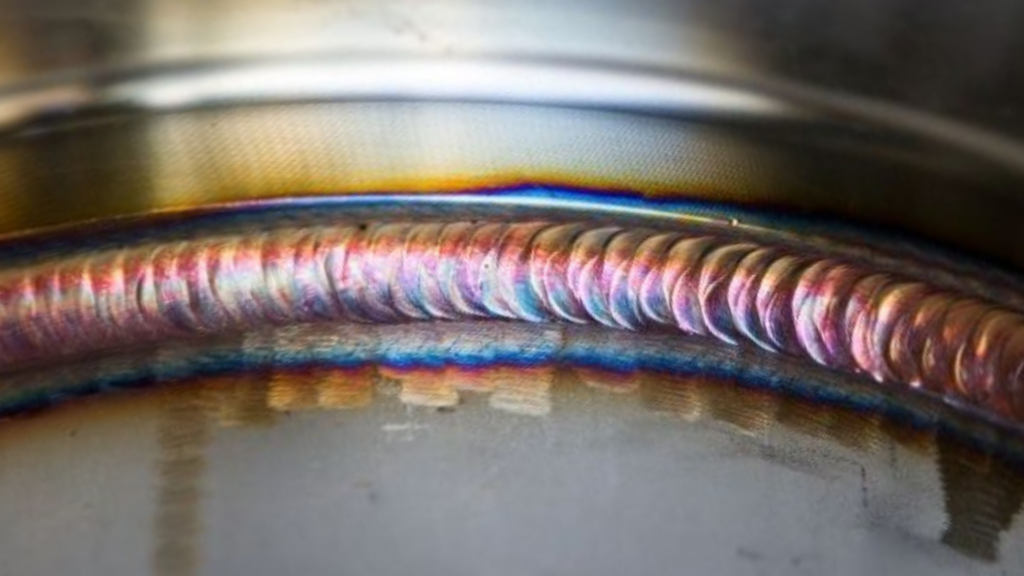
Une soudure peut être qualifiée de qualité lorsqu’elle présente un aspect régulier et propre. Cependant, le contrôle visuel ne permet pas de statuer sur la qualité d’une soudure. Des défauts internes peuvent s’y trouver malgré un bel aspect.
Comment reconnaître une soudure de mauvaise qualité ?
A la différence d’une soudure de qualité, on pourrait utiliser le terme de mauvaise soudure lorsque l’aspect visuel présente un grand nombre d’indications. Cependant, les indications internes sont encore ici un élément primordial. En effet, les indications visuelles peuvent être dans les tolérances malgré l’aspect et ne posséder aucun défaut interne. Ainsi la soudure serait tout de même de bonne qualité.
Comment s’assure-t-on de la bonne réalisation d’une soudure ?
Afin de minimiser les risques de défauts dans une soudure, plusieurs éléments peuvent être pris en compte avant la réalisation de celle-ci.
L’utilisation de qualifications (de soudeurs et/ou des modes opératoires de soudage) permet d’assurer certaines caractéristiques mécaniques de la soudure lorsque les conditions de réalisation sont similaires. Afin de s’en assurer, les DMOS sont utilisés et permettent de donner les bonnes instructions au soudeur. D’un point de vue du joint à souder, une bonne préparation des bords à souder est également nécessaire pour limiter les défauts de soudure.


No comment yet, add your voice below!